AI Use Cases
9 AI Applications Optimizing Manufacturing for Efficiency and Quality
Explore how AI is transforming manufacturing with smarter operations, reduced downtime, better quality, and future-ready innovations.
Share
Artificial Intelligence is transforming the manufacturing industry by making factories work smarter, faster, and more efficiently. From predictive maintenance and automated quality checks to supply chain forecasting, AI is helping manufacturers solve complex challenges and boost productivity levels.
According to MarketsandMarkets, the AI in manufacturing market is projected to grow from USD 3.2 billion to USD 20.8 billion by 2028, at a CAGR of 45.6 %. It is a blistering growth compared with most industrial tech.
AI in manufacturing refers to the use of intelligent systems that can analyze data, understand it, and make decisions without requiring constant human input. These systems help optimize production, reduce time, and enable a quick response to shifting demands.
By 2027, some analyses project that over 85 % of medium‑to‑large manufacturers will deploy at least one AI‑driven solution in core operations. It underscores how widespread the technology is becoming.
Additionally, the overall industrial AI market (overlapping manufacturing) reached USD 43.6 billion in 2024 and is projected to grow to USD 153.9 billion by 2030. It illustrates that AI’s role extends well beyond isolated use cases.
In this article, we will learn how AI is revolutionizing the manufacturing industry, what technological frameworks are behind it, and much more. So, let's start to explore things.
Why are Manufacturing Industries Adopting AI?
Manufacturing industries are increasingly adopting AI because it boosts efficiency, improves product quality, optimizes supply chains, and reduces overall cost. Here are some of the noticeable points that help you understand more.
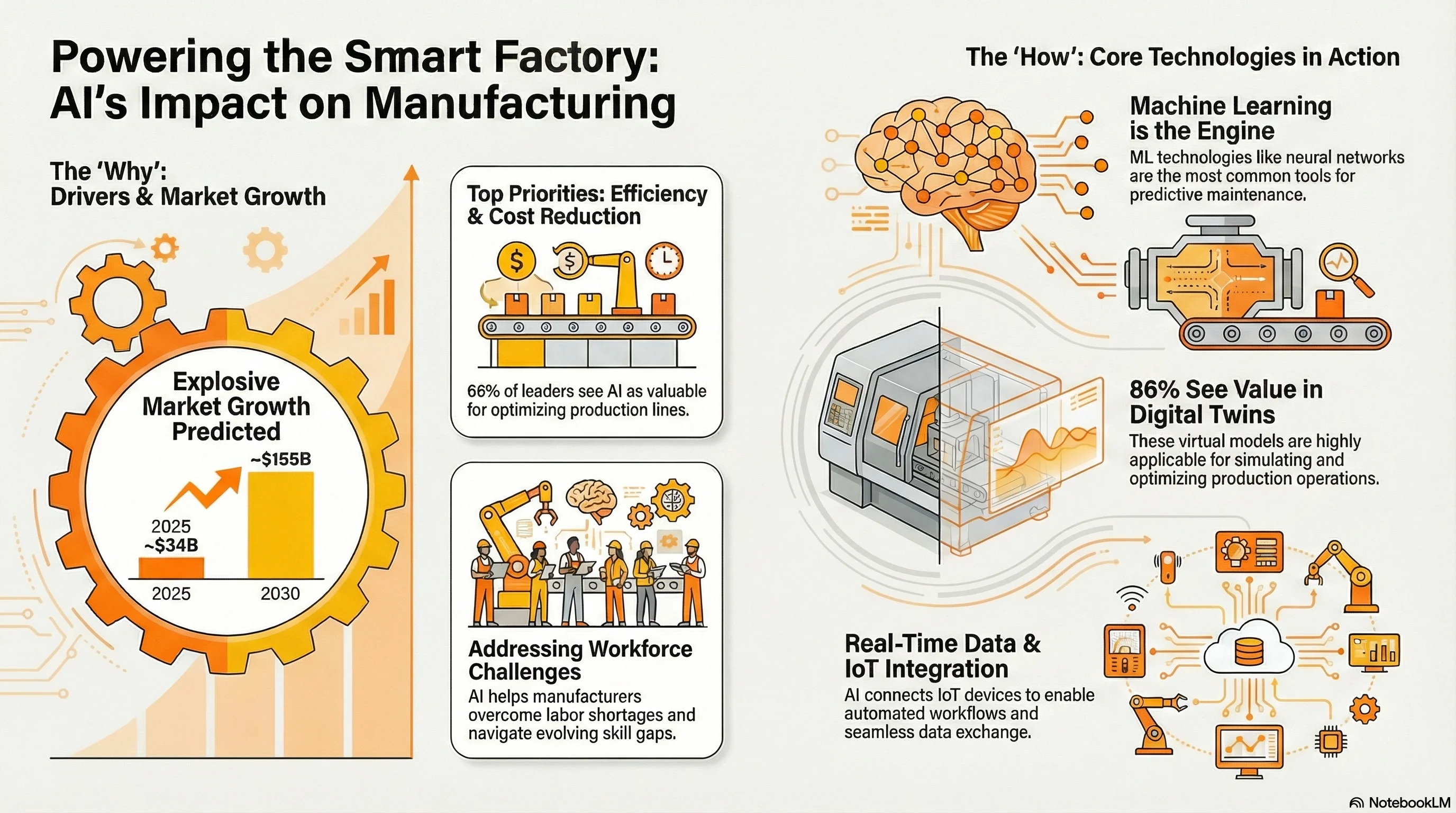
- Industry 4.0 and Smart Factory Evolution: Industry 4.0 refers to the concept of a smart factory where machines, systems, and devices are interconnected and capable of making decisions using real-time data, artificial intelligence, and advanced analytics. These technologies enable digital transformation in manufacturing and support real-time decision-making and automation in industrial operations.
- Another forecast by ResearchAndMarkets projects the global AI in manufacturing market reaching USD 84.5 billion by 2031 with a 32.6 % CAGR from 2024 to 2031. It emphasizes how predictive analytics, robotics, and quality control drive adoption.
- Demand for Operational Efficiency and Cost Reduction: Manufacturers are trying to optimize their production levels, reduce waste, and lower their costs.
Corporate surveys show that 53 % of industrial respondents see generative AI as valuable for predictive maintenance. On the other hand, 66 % see it as valuable for optimizing production lines. It points to specific operational priorities manufacturers pursue with AI. - Workforce Challenges and Skill Gaps: AI helps manufacturers in labor shortages, workforce challenges, and the requirement for upskilling. This approach allows companies to invest their capital in their AI.
Reports say thay 62 % of mid‑sized and large organizations are experimenting with agentic AI systems and another 35 % are running pilots, - Real-Time Data and IoT Integration: AI helps manufacturers get real-time data and connect their IoT devices, data, and applications so they can work seamlessly together. It enables automated workflows and data exchange.
The industrial AI market (which includes manufacturing) was valued at USD 43.6 billion in 2024. It is forecasted to grow at a 23 % CAGR to USD 153.9 billion by 2030, driven by factory digitization, real‑time data analytics, and connected systems.
Core Technologies Powering AI in Manufacturing
The core technologies of Artificial Intelligence are Machine Learning (ML), Deep Learning (DL), Computer Vision, and Natural Language Processing (NLP). These technologies work together and allow systems to analyze data, recognize patterns, and make technologies such as Industrial Internet of Things (IIoT), Digital Twins, Edge Computing, and Robotics. This highlights the weight of ML in real industrial applications.
ML models dominate academic research on predictive maintenance in manufacturing, with neural networks (27.8%), SVMs (17.7%), and random forests (13.9%) being the most common.
These technologies enhance automation, enable real-time responsiveness, and drive efficiency to transform traditional operations into new and adaptive ones, and connect all manufacturing ecosystems.
According to McKinsey‑aligned surveys, 86 % of manufacturers report that digital twins have direct applicability to production operations. It highlights their role in AI‑driven decision support and simulation‑based optimization before physical changes.
Real-World Applications and Use Cases of AI in Manufacturing
Now that we understand the basic overview of how AI transforms manufacturing industries and the technologies behind it. It’s time to explore the use cases and applications that AI is transforming in the manufacturing industry.
AI predictive maintenance in automotive manufacturing has led to up to a 35% reduction in unplanned downtime for assembly-line robots and critical equipment.
Predictive Maintenance
Artificial Intelligence analyzes sensor data from machinery and then predicts failures before they occur. It uses a Digital Twin model to analyze the patterns in performance and equipment behavior so that when potential issues arise, this system can alert operators about them. This will allow them to avoid any breakdowns in the factory before they arise.
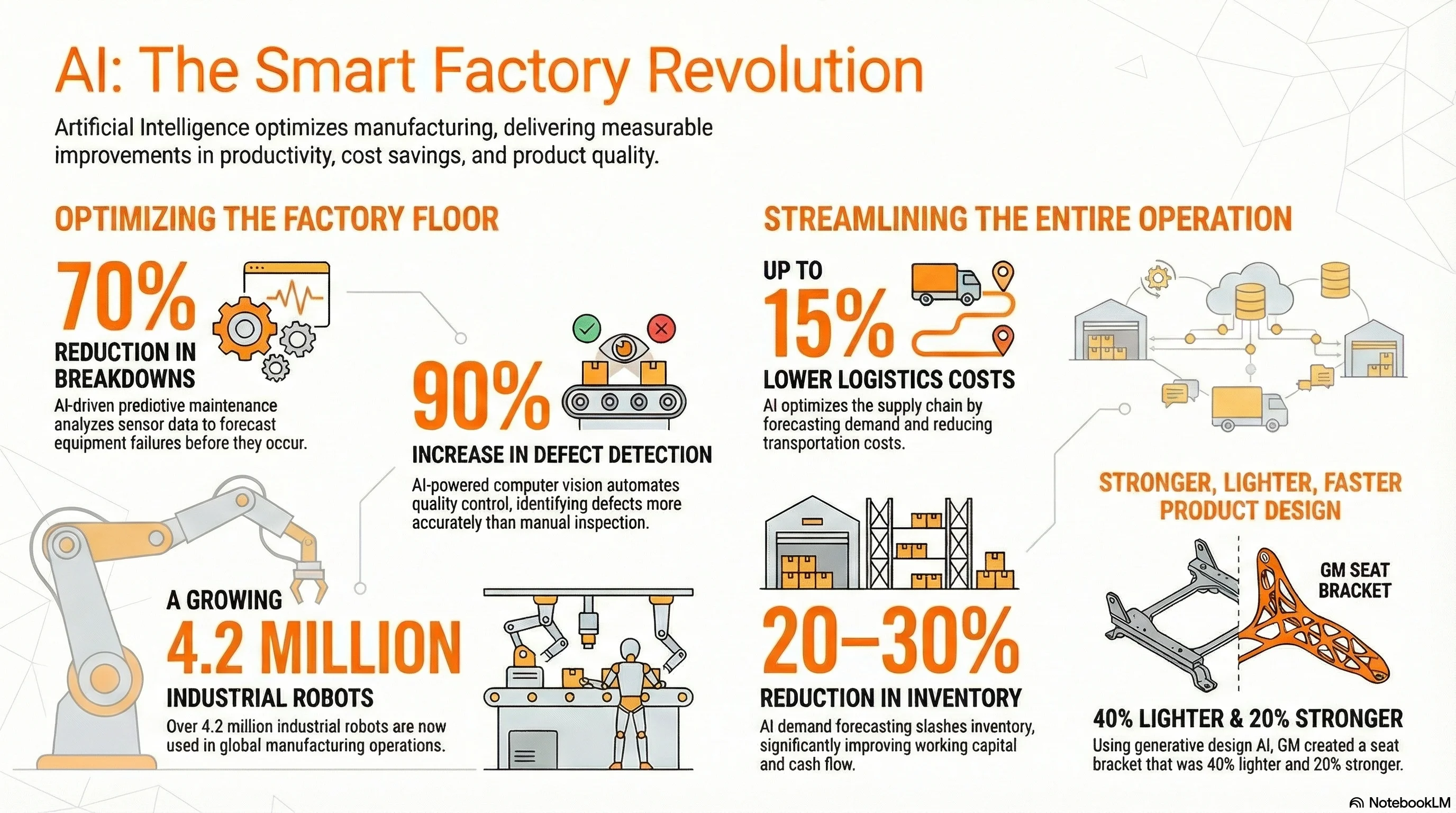
Deloitte studies show companies using predictive maintenance can lower costs by up to 25% and reduce breakdowns by 70% compared to traditional methods.
For Example, In Automobile manufacturing, they deploy predictive maintenance on assembly-line robots to reduce downtime and ultimately save cost and keep the production line running smoothly. It also lets them schedule repairs during non-working hours without slowing down work.
Real‑time PdM adoption is boosting reliability: in one documented industrial case, AI systems monitoring over 10,000 sensors achieved 95 % accuracy in predicting failures before they impacted operations.
Quality Control and Defect Detection
AI uses computer vision and machine learning technologies to help factories improve their quality checks and identify problems that are made during manufacturing. The computer vision technology is used to identify the images of each item on the product line during manufacturing and find defects more accurately and precisely.
Research and industry surveys show that AI‑based visual inspection can increase defect detection rates by up to 90 % compared with traditional manual inspection. This reflects how computer vision supports consistent, high‑speed quality checks on every item.
In electronic-based factories, manufacturers use AI-driven quality control automation to ensure that all of the components meet the required standards. This approach will help them to enhance the product quality, lower waste, and increase customer satisfaction.
Supply Chain Optimization and Forecasting Demand
Artificial Intelligence optimizes the Supply Chain Management (SCM) department by analyzing a wide range of datasets to predict future demand, manage inventory, and streamline the overall operations of the logistics. AI uses a digital twin model to create a virtual model of the overall SCM, which allows manufacturers to predict disruptions or resource shortages in real-time.
A recent industry research survey found that about 46 % of organizations are already using AI in their supply chains. It indicates rapid growth from experimentation toward real operational use.
Machine Learning technology is used for demand forecasting and the automation of the procurement processes to help them get the right materials at the right time. The AI-based order management system can easily track and optimize order fulfillment to ensure timely delivery.
AI systems significantly enhance operations, reducing transportation costs by 5–10%, increasing delivery reliability up to 20%, and cutting logistics costs by about 15%.
For instance, food manufacturers use AI to optimize their supply chain by helping them manage seasonal demand fluctuations, allowing them to allocate resources efficiently and reduce waste. These AI capabilities maximize overall operational efficiency and responsiveness to market dynamics.
- Research shows that 46% of organizations are currently using AI in their supply chains.
- According to a 2025 survey of global supply chain leaders, 91 % plan to use AI or generative AI for demand forecasting over the next two years. It shows strong strategic intent to embed AI into core planning workflows.
- The primary area of SCM, “Logistics and transportation,” is taking advantage of AI, as 40% of the respondents on the customer preferences side are improving.
Logistics and transportation were the main beneficiaries in AI supply chain applications, with nearly 40% of respondents seeing improvements. - AI-driven solutions can lower transportation costs by 5-10%, enhance delivery reliability by up to 20%, and minimize logistics costs by 15%.
- 78% of executives admit their company uses separate computer systems for critical tasks like: Tracking inventory, Placing orders, Managing logistics, and Planning future operations.
According to asurvey, 85 % of leaders plan to use AI for inventory management, highlighting the overlap between forecasting and inventory optimization in modern AI deployment
Smart Inventory Management
The inventory level of the company is also time-consuming and difficult to handle because it requires more labor. AI steps in and transforms this department by analyzing vast amounts of data to predict stock needs and automate the replenishment process.
- AI solutions can demand forecasting and monitor the overall inventory management in real-time so that manufacturers can maintain required stock levels, reduce the carrying costs, and improve cash flow.
- AI-assisted demand prediction and inventory control optimize stock levels, reducing warehousing and carrying costs by an estimated 5–10%.
- Food-based manufacturers use AI to track the ingredients that are used in food in real time. They can forecast their future needs based on production schedules, season, and past market trends.
- AI for inventory and forecasting can reduce stockouts by up to 65% and cut forecast errors by 20–50% compared to traditional methods.
Customization and Mass Personalization
AI solutions enable equipment to adjust automatically, eliminating the need for manual intervention and allowing manufacturers to easily customize their orders without incurring extra costs or delays. Once production is completed on the shop floor, the shipping team can utilize AI to select the optimal packaging, saving time and reducing the risk of damage. Another significant benefit is that AI helps avoid producing too many products, while also ensuring customer satisfaction by delivering exactly what they want.
McKinsey data shows that companies prioritizing customization see approximately 40% higher revenue, demonstrating the value of AI investment for bespoke manufacturing.
Generative Design and Product Innovation
Imagine having a super-smart design assistant! That provides you with a ton of different design ideas. That's what generative design does. Just tell the AI what you need, like what materials you will use or how you will make the part.
Generative design AI software, driven by manufacturing, automotive, and aerospace adoption, is projected for a ~17.8% CAGR globally through 2028.
This speeds up the design process and helps teams find the best option faster. Industries such as aerospace and automotive are already utilizing these tools to design stronger and lighter components. However, this technology is already working well; companies are still finding new ways to utilize it as modern manufacturing settings continue to evolve and change.
A 2025 McKinsey survey indicates that approximately 65% of organizations utilize generative AI in at least one business function, with product design yielding high revenue impact.
Process Optimization and Production Scheduling
In a busy factory, even small delays can cause big problems. That’s where AI comes in and helps manufacturers plan smarter and run smoother by analyzing data from machines, workers, and supply chains. Instead of guessing how long a job will take or when to schedule a task, AI looks at real-time information and suggests the best plan.
The global generative design AI software market is predicted to grow at a ~17.8 % CAGR through 2028, driven by manufacturing, automotive, and aerospace adoption.
For example, if one machine is running slowly or a part is delayed, AI can quickly adjust the schedule to keep everything moving. It also finds better ways to use resources such as time, energy, and materials to reduce waste.
Using generative design, GM created a seat bracket 40% lighter and 20% stronger, consolidating eight components. This simplified production and enhanced performance.
The result of this approach is faster production, fewer delays, and lower costs. Manufacturers can meet deadlines more easily, reduce stress, and respond quickly when something changes.
Energy Consumption Management
Manufacturers can use AI to keep an eye on how much energy their machines are using during production and make changes to save power. AI analyzes the past data of production and usage of machines to analyze where energy is being wasted and provide suggestions for improvement. Many factories also connect AI with smart sensors (IoT devices) that track energy use all day and quickly alert the team if something uses more power than expected.
Smart manufacturing research, using IoT and AI, indicates significant efficiency gains, including an estimated 18% less energy use and better resource utilization.
Worker Safety Monitoring and Compliance
AI does more than just help robots handle dangerous tasks. It keeps the whole workplace safer and monitors the work area all the time, finds the safety risks early, and makes sure everyone is following the rules. For example, AI can check if workers are wearing their safety gear and quickly alert managers if someone is not wearing it. It can even keep track of new safety rules and update company guidelines on its own.
Around 59% of manufacturers anticipate that AI-enabled technology will enhance employee health and safety monitoring as a crucial operational goal.
Autonomous Manufacturing and Robotics
Autonomous manufacturing utilizes intelligent machines and robots that can operate independently with minimal or no human intervention. These systems can make decisions, adapt to changes, and resolve problems without requiring instructions. In many factories, robots handle tasks such as assembling products, moving materials, or packing goods, working faster and more accurately than people.
Global operations now include 4,281,585 industrial robots, a 10% annual rise in manufacturing automation investment, per the World Robotics 2024 report.
Technologies such as AI, sensors, and computer vision enable robots to learn from their environment and improve over time. This helps factories run smoothly, reduces errors, and maintains production even during labor shortages. It also lowers costs and improves safety by allowing machines to handle the most repetitive jobs.
ABI Research reports that 53% of manufacturers are starting to adopt new industrial robot hardware with advanced control and AI for adaptive performance.
AR for Training and Maintenance
Augmented Reality (AR) provides helpful digital information, such as instructions, updates, and diagrams, overlaid on the machines or tools a worker is using. This means technicians can see exactly what to do, without having to juggle through manuals or stop to ask for help from the machine. It makes repairs quicker, reduces delays, and helps things run more smoothly.
Nearly 30% of organizations consider current industrial augmented reality maintenance solutions ready for field deployment in maintenance and support.
AR is also great for training, and it allows new workers to practice fundamental tasks in a safe, hands-on way, without risking damage or slowing down production. For example, it can guide someone through a complex step-by-step procedure to ensure that they get it right before applying it on the actual factory floor.
The AR and VR in the manufacturing market are expected to grow at a ~24.62% CAGR through 2032, driven by training and maintenance applications.
Document Search and Summarization
Generative AI makes it much easier to handle documents in manufacturing. Instead of spending hours looking through reports, technical drawings, or records, the system quickly goes through everything for you. It finds the essential details, finds patterns, and gives you a simple summary of what you need to know. This approach will save time, help teams work more efficiently, and make complex information easier to comprehend and utilize.
AI's impact on manufacturing is clear, with 89% of executives believing AI in document summarization enhances efficiency.
Factory Layout and Simulation Planning
When you plan a factory layout, it doesn’t mean just placing workstations and machines. It's about building a smooth-running and intelligent manufacturing system from the ground up. AI-powered simulation and planning tools enable manufacturing engineers to create a virtual model of the factory, allowing them to test different layouts before implementing fundamental changes.
Approximately 60% of manufacturers adopting smart technology have initiated smart factory or digital twin projects, utilizing simulation to optimize layouts and reduce costs.
How would a new production line affect the workflow? Or how moving one machine could save time? The simulation shows it all before anything is moved in real life. This helps save money, avoid mistakes, and design spaces that are faster, safer, and more efficient.
About 73% of manufacturers are adopting or planning to adopt digital twin technologies, like simulation planning tools, as a long-term strategy for smarter global operations.
Material Waste Reduction
Manufacturers are striving to be more eco-friendly, and AI-driven technologies enable them to achieve this goal without incurring financial losses. Artificial Intelligence helps factories to produce more while using fewer resources.
AI closely examines the production data and identifies patterns or ways to utilize materials more efficiently without compromising product quality. In the Textile industry, AI-powered machines can adjust cutting patterns to get the most out of each roll of fabric, which means less waste and more savings. When you go with large-scale production, even small changes can lead to significant savings.
AI integration for sustainability boosts operational efficiency by 15–25%, significantly reducing waste and optimizing capacity in manufacturing.
What are the Benefits of AI in Manufacturing?
AI is revolutionizing the manufacturing industry by not just automating tasks but also making operations faster, more innovative, and more efficient. From improving product quality to reducing downtime, the impact of AI is practical and powerful. Let’s explore the key benefits of AI in the manufacturing industry.
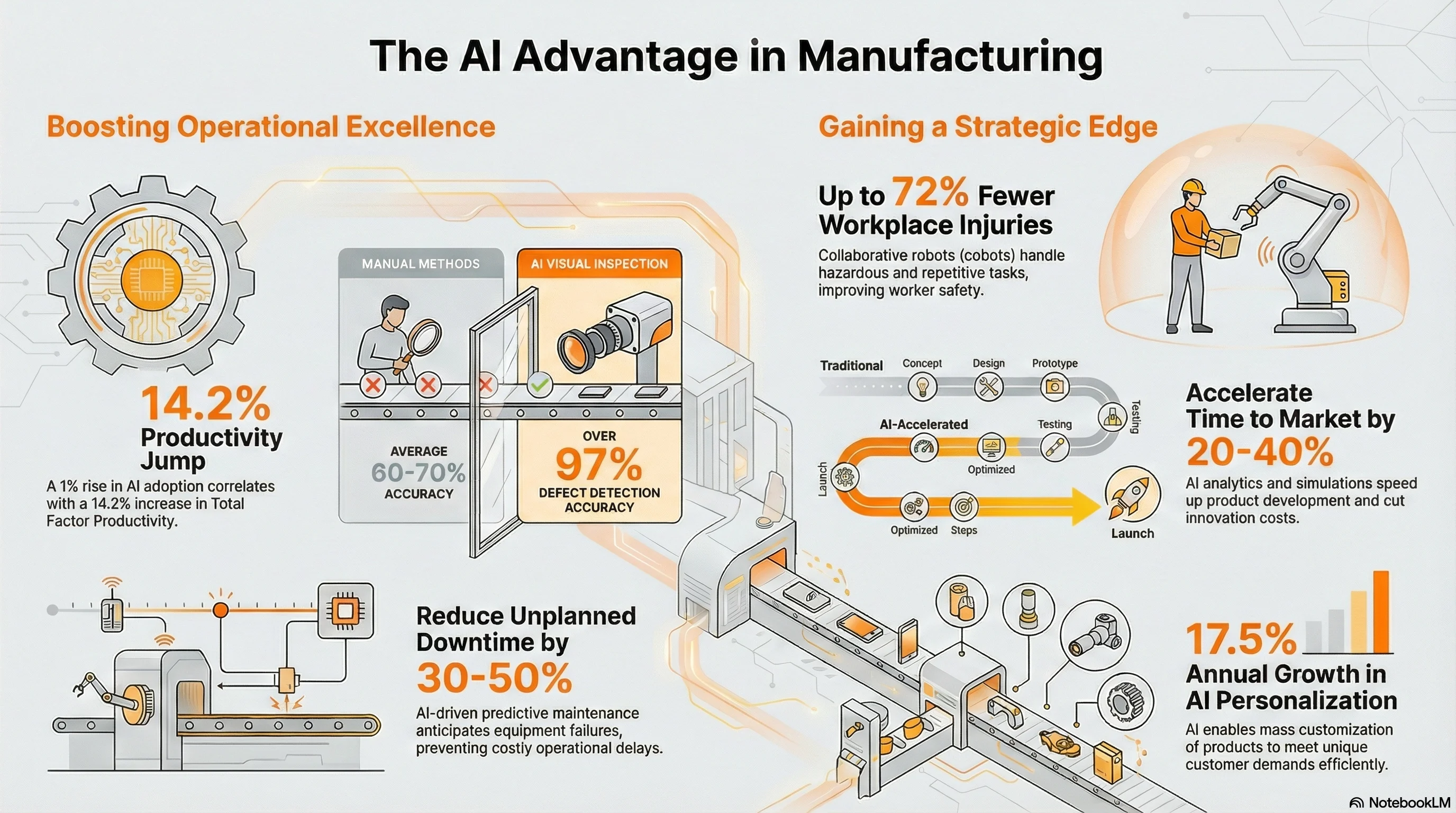
AI adoption in production environments significantly boosts productivity: a 1% rise in AI correlates with a 14.2% jump in Total Factor Productivity (TFP).
- Optimize Efficiency
AI-driven solutions streamline the overall production process by taking control of repetitive tasks, optimizing manufacturing processes and workflows, and reducing human error. The integrated systems make processes simpler from raw materials to finished products.
A survey revealed 58% of manufacturing leaders use AI mainly for operational efficiencies, prioritizing it over growth. This is expected to increase by 2027.
- Enhanced Product Quality
An AI quality control system analyzes goods and compares their finished results to established standards. It helps manufacturers identify and remove product defects before goods are produced in bulk quantities. This will ultimately avoid the possibility of costly recalls or potential liabilities.
According to Averroes, AI-driven visual inspection systems improve defect detection accuracy to over 97%, compared to 60-70% with manual methods.
- Reduced Downtime and Maintenance Costs
AI helps manufacturers reduce unexpected equipment breakdowns and lengthy repair times. With smart systems that monitor machines in real-time, issues are identified early, preventing delays. This leads to smoother operations and saves money on emergency repairs.
AI-driven predictive maintenance often reduces manufacturers' unplanned downtime by 30–50%, significantly boosting operations and maintaining delivery schedules.
| Aspect | Details | Benefits |
|---|---|---|
| Predictive Maintenance | AI tracks machine performance and predicts failures before they happen | Less unplanned downtime, lower repair costs |
| Condition Monitoring | Sensors collect real-time data on equipment health | Quick response to issues, fewer breakdowns |
| Automated Alerts & Report Tasks | AI sends alerts and generates maintenance schedules automatically | Saves time, ensures timely servicing |
In a real industrial case study, predictive analytics reduced downtime by 30 % and improved production capacity by 22 % thanks to fewer unexpected breakdowns.
- Improved Safety and Compliance
Collaborative robots, like cobots, are intelligent machines that are used to work alongside human workers in the workspace. They take control over complex tasks such as pouring molten metal, which might cause injuries.
Cobots significantly cut workplace injuries (up to ~72%) by handling heavy, hazardous, or repetitive tasks, reducing both accidents and ergonomic strain.
Cobots are also used to handle repetitive or error-prone tasks, which helps reduce accidents caused by distractions. Additionally, AI enables managers to monitor the work environment, identifying unsafe conditions or areas that may not comply with safety regulations.
- Better Forecasting and Decision-Making
AI analyzes data instantly to help managers make smart and informed decisions. With digital twins technology, manufacturers can handle different production situations, reduce risks, and improve decision-making by testing results before making any real changes.
- Higher Customization at Scale
AI allows manufacturers to offer personalized products without slowing down production or increasing costs. Analyzing customer data and automating adjustments on the factory floor. It makes it possible to deliver unique orders quickly and efficiently. This helps meet customer demands while keeping operations smooth and scalable.
- Competitive Advantage and Innovation
Manufacturers can use AI models and accelerate their work, make smarter decisions, and bring new ideas to life. With better real-time data analysis, smarter automation, and faster product development, companies can stay ahead of the competition. The innovative solutions have discovered new opportunities and streamlined how new products are designed and tested.
Challenges and Considerations

While AI is making significant changes in the manufacturing industry, these changes do not bring success to everyone. Many manufacturing companies find that implementing AI requires more than just interest; it requires thoughtful production planning, the right tools, and considerable coordination. Below are the key challenges manufacturers face, along with suggestions on how they can be addressed.
According to Riverbed's press survey, 87% of manufacturing leaders need good data for AI, but only 42% rate theirs as excellent, seeing quality as a barrier to investment.
1. High Implementation and Integration Costs
Bringing AI into a manufacturing operations setup can be expensive, especially initially. Costs can quickly add up with the purchase of new hardware, software, employee training, and system upgrades. For many manufacturers, this is a significant barrier.
SupplyChainBrain reports 47% of manufacturers view data fragmentation as a key obstacle to effective AI deployment.
But a practical approach is to start small, focus on one high-impact area, test the results, and then scale gradually. This way, companies can manage costs and build confidence at the same time.
2. Data Quality and Infrastructure Gaps
AI-powered systems rely on high-quality data, but many factories still use outdated systems with incomplete information. Without the proper data setup, even the best AI tools won’t deliver strong results. To address this, manufacturers must prioritize cleaning and organizing their data and invest in infrastructure that supports real-time data flow throughout the production line.
3. Skills Shortages and Workforce Resistance
One of the major challenges is the lack of trained staff who are familiar with working with AI tools. On top of that, some workers are scared that automation might replace them. That’s why their progress can slow down. The best way to eliminate this is to involve employees early in the process, offer upskilling opportunities, and clearly show how AI can make their jobs easier instead of taking them away.
Reports highlight that 54% of manufacturing workers will need significant upskilling by 2025 to adapt to AI‑driven environments.
4. Cybersecurity and Data Privacy Risks
With more connectivity, AI also brings new risks.
With AI comes more connectivity, and that brings new risks. Hackers and data breaches can seriously disrupt operations or leak sensitive information. This is why you need to measure your cybersecurity activities effectively.
A Rockwell Automation report shows 61% of cybersecurity professionals plan AI adoption specifically to strengthen defenses amid rising cyber risks.
Manufacturers should build protections into their AI systems from day one by implementing measures such as regular audits, secure data practices, and clear privacy policies, which can make a significant difference.
5. Legacy Systems Compatibility
Many factories still depend on older machines and software that don’t easily connect with modern AI tools. Upgrading everything at once isn’t always realistic. A more innovative option is to use tools that act as a bridge between old and new systems, or replace key components gradually, starting with those that would benefit most from AI integration.
Multiple industry analyses identify legacy technology integration as a significant barrier, weighed alongside cost, data, and workforce issues.
How To Implement AI in Manufacturing - Step-by-Step
There is no doubt that AI offers numerous benefits and use cases across various manufacturing industries. But implementing AI solutions requires perfect planning, understanding, and executing them efficiently. Let’s explore the steps of implementing AI-driven solutions in your company.
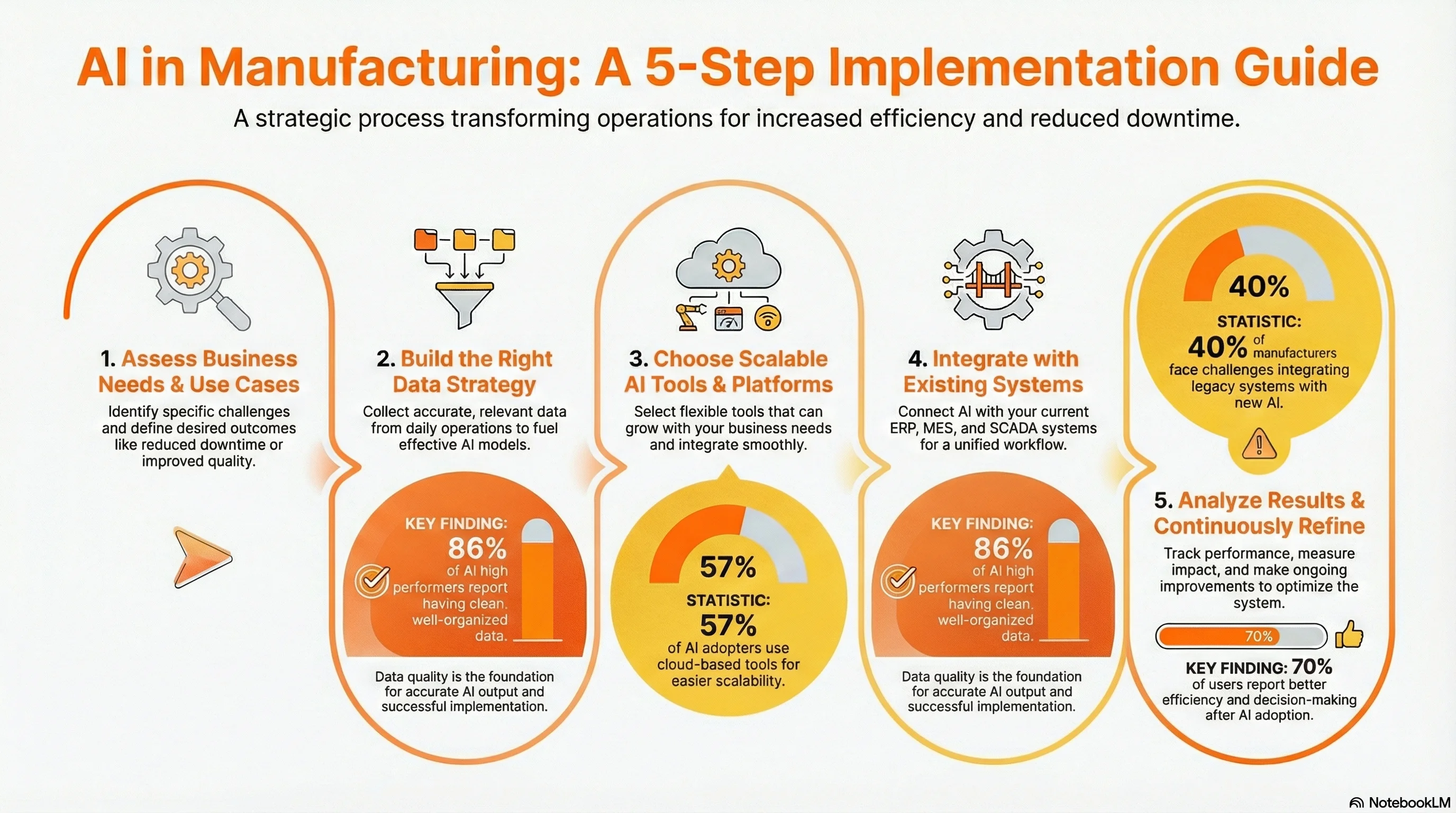
1. Assess Business Needs and Use Cases
First of all, you need to assess the challenge that you are trying to solve with the AI solution. What specific outcomes do you want to achieve, like reduced downtime, increased quality, and improved efficiency?
Reports show that 47% of manufacturers identify data quality as a major hurdle in implementing AI at scale
2. Build the Right Data Strategy
Artificial Intelligence depends on data and improves its output over time as it adapts to your existing system quickly. Manufacturers need to collect data from daily operations like machine performance, product output, and supply chain activity to identify patterns and make informed decisions.
If you want AI to provide you with accurate output, you need to provide accurate and relevant information.
According to a survey, 86% of AI high performers report that their data is clean and well-organized.
3. Choose Scalable AI Tools and Platforms
Choosing the right AI Tools is necessary to transform your business growth. As AI evolves quickly all over the world, thousands of AI tools are available on the internet, and we dont know which tool is perfect for our needs. That’s where AI Tool Directories come in, as they have covered several tools across various categories with their benefits and cons.
The AI in manufacturing market is projected to grow at a 35.3% compound annual growth rate (CAGR) through 2030.
However, multiple AI tool directories are available out there, but AIChief stands out as the best because it offers 11000+ AI Tools across 260+ Categories. You will receive accurate information about the tools because experts manually test them.
4. Integrate with Existing Systems (ERP, MES, SCADA)
To get the most value from AI, you must have hands-on experience with the existing systems that manufacturers are already using. These systems are ERP (Enterprise Resource Planning), MES (Manufacturing Execution Systems), and SCADA (Supervisory Control and Data Acquisition).
According to reports, 40% of manufacturers report challenges integrating legacy systems with newer AI platforms.
They can handle everything from inventory and scheduling to machine controls and factory floor operations. Connecting AI tools to them helps create a unified workflow where data flows in real time.
5. Analyze Results and Refinement
Once you integrate AI into your existing system, the job is not over yet; it's just a beginning. Manufacturers need to track performance and examine the results that AI is producing. Is it reducing downtime? Is it improving product quality?
This step is all about measuring the impact, spotting any gaps, and making continuous improvements. The AI system provides more accurate information and becomes more effective if you provide the correct data. It’s a cycle of learning and refining that keeps operations running more innovatively and more efficiently.
AI adoption significantly boosts manufacturing, with 70% of users reporting better efficiency and enhanced decision-making quality through improved AI systems.
What is the Future of AI in Manufacturing?
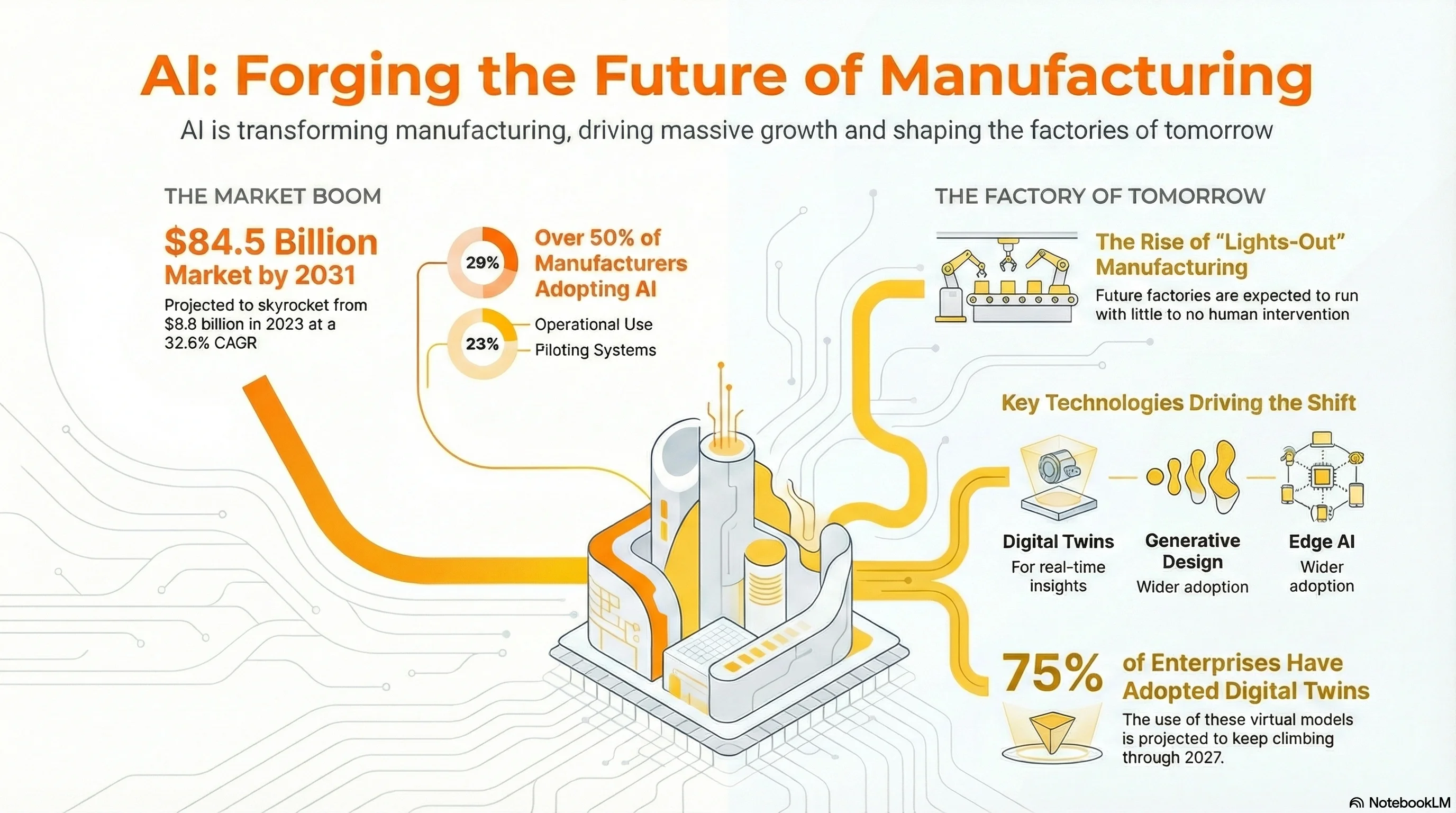
The future of AI in manufacturing looks incredibly promising, with smarter, faster, and more autonomous factories on the horizon. As technology evolves, AI won’t just support decision-making; it will expand it.
The AI in manufacturing market is projected to skyrocket from $9.8 billion in 2023 to $84.5 billion by 2031, reflecting a 32.6% CAGR.
From self-healing machines to fully automated production lines, AI is expected to lead the shift toward lights-out manufacturing factories that run with little to no human intervention.
Around 29% of manufacturers are using AI/ML operationally, with another 23% piloting systems, showing early adoption is moving to real-world practice.
Plus, we will also see wider use of digital twins, generative design, and edge AI, which provide real-time insights and on-the-spot decisions. AI will help factories become more flexible, able to switch between product lines quickly and respond instantly to market changes.
A McKinsey‑cited report says about 75% of enterprises have adopted digital twins, and their use is projected to keep climbing by 2027.
Conclusion
At the end of our discussion, the editorial team at AIChief concludes that AI is not just a helpful solution; it is a transformative one. It has become essential for modern manufacturing to remain efficient, competitive, and future-ready. The AI market in the manufacturing sector is projected to reach $20.8 billion by 2028, highlighting how heavily businesses are investing to stay competitive.
From predictive maintenance and quality control to smarter supply chains and autonomous robots, AI is driving measurable improvements across manufacturing operations. While challenges remain, including high implementation costs and the need for skilled professionals, the long-term benefits are too significant to ignore..
FAQs
Emily Newton
Emily Newton is an experienced Editor-in-Chief who has spent the last decade sharing her insights on science and technology advances through platforms like IoT for All and DZone. She is deeply interested in showcasing how connected technologies and smart ecosystems transform modern businesses. When she isn’t writing, Emily enjoys walking local trails, playing video games, or curling up with a good book.